TAISEI CORPORATION
電話
メール
メニュー
製品を加工する際、天地を定め加工していましたが、マシニングセンターなどの設備を導入しており加工に応用が効き対応幅に自信があります。
また細かい調整などをすばやく調整できるフライスやボール盤なども用意しています。
製品の図面を頂ければ、納期・精度などの打合せをさせて頂き、加工から納品まで責任を持って行います。
株式会社大盛では、設備の稼動状況に細心の注意を払い、出荷する際もマイクロなどで寸法の検査しますので常に万全の状態で製造・加工・出荷することができます。
高い技術を持った当社の技術者と幅広い設備によって条件がクリアされれば、少数・試作品の製造にも対応しています。
納品後も多少の追加加工(磨き等)などがございましたら加工致しますので遠慮なくおっしゃって下さい。※材料・図面・状態によります。
CADなどで製作した図面やデータを元に、機械(NCマシン)に製作プログラムを読み込ませ、マシン自身が座標位置を制御しながらプログラムどおりに切削して、加工する技術を言います。
材料の強度や歪み具合などの限界強度を見極めながら作業することが不可欠で、当社では熟練した技術者が加工を行っています。
ボルト取り付け、部品差込み、タップの下穴などのための加工方法です。製品加工・精密加工において一番多く用いられる作業手段です。
ドリル加工において「穴径が拡大する」などの現象が出てしまう場合、「スピンドルのガタが大きい」といった原因が考えられるため、“ホルダの選定”“取り付け毎に測定・調整”といった対策をとる必要があります。
また「直進度不良」においては「被削面が水平でない」「センタ合わせ不良」の原因が考えられるため、“前加工する”“センタリングする”などで対処します。
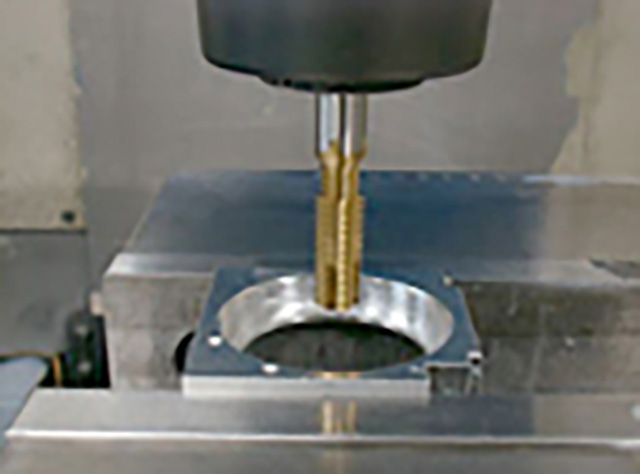
基本的にネジを差し込む為の加工方法です。
切子を上部に切出すスパイラルタップや、反対に切子を下に切り出すポイントタップなど、効率を考え使い分けます。
タップ加工において「めねじの拡大・縮小」の現象が出る場合は、基本的に「タップ選定の不具合」が主な原因となります。
対処法としては“すくい角を小さめにする・大きくする”“食付二番角を適性にする”といった方法を取ります。
まれに起こる「めねじのむしれ」も同じく「タップ選定の不具合」が考えられるため、“すくい角を削材に合わせる”“有効ねじ長さを短くする”などで対処します。